PVC發泡板(PVC expansion sheet)又稱為雪弗板或安迪板,按制作工藝、外觀和性能可分為PVC結皮發泡板和自由發泡板。
PVC結皮發泡板采用塞盧卡工藝生產,表面結一層硬皮,光滑平整、硬度高、力學性能好,并且產品精度高、厚度誤差小,對模具、配方、工藝、原材料要求嚴格。
PVC自由發泡板,表面疏松,沒有結皮,呈現細密凹凸狀麻面,有利于印刷、噴涂、貼面,采用普通發泡模具即可生產,工藝過程相對容易控制。
硬質PVC結皮發泡板的擠出加工工藝條件比常規的PVC管材和型材的加工條件苛刻得多。硬質PVC結皮發泡擠出工藝的關鍵是發泡劑的分解與成核,氣泡的成長與固定等過程與PVC熔體的塑化與成型過程相適應。需要嚴格控制螺桿轉速、擠出溫度、壓力等來實現,同時還跟機頭、口模、定型模結構有密切關系。

?
1、混合工藝
由于異向雙螺桿擠出機的混合混煉功能弱,因此在擠出之前要設置配料、熱混、冷混料工序。本生產線采用SRL-Z系列熱冷混合機組進行混料。物料的混合工序是十分重要的,物料混合質量的優劣將直接影響著擠出成型過程及板材外觀與內在的質量。物料混合溫度過高或過低,會導致物料提前分解或塑化不良。因此混料程序和溫度的控制是混合工藝的關鍵。一般生產投料順序為PVC、穩定劑、內潤滑劑、加工助劑、填料、外潤滑劑、鈦白婁。投入量
約為熱混筒有效容積的60%,高速熱混溫度控制在110~120℃范圍內進行5~10 min,冷卻混合水溫在15~20℃以下,冷混的物料5~10 min后在35~40℃時從混合機放出。

?
2、擠出工藝
1)擠出溫度。為獲得泡孔致密均勻、表面平整光潔的硬質PVC結皮發泡板材,在生產中應嚴格控制各區間的溫度。如果機筒和螺桿溫度過高,物料容易提前發泡造成熔體破裂,板材表面粗糙;如果溫度太低,物料塑化不完全,板材表面不平整;過渡體和模唇的溫度應低于擠出溫度,但溫度太低會使熔體溫度過低而失去彈性被拉斷,溫度過高會使熔體強度和彈性降低,泡孔破裂,板材表面產生空洞缺陷。物料擠出一般都經過加熱、恒溫和保溫3個過程。加
熱區在擠出機排氣口的前部(即一區輸送段和二區壓縮段);恒溫區則在排氣口后部(即三區排氣段和四區計量段);保溫區主要由機頭、過渡體和口模組成。物料在加熱區需要較大的熱量,該區溫度的設定應稍高一些,以滿足
迅速補充熱量并使機筒溫度環境保持穩定的要求;恒溫區由于螺桿對物料的剪切和壓延產生的內熱超過物料的需要,故該區一般設置加熱與冷卻雙向溫度控制裝置,用以控制機筒的溫度保持恒定,保證物料的正常塑化與擠出成型。物料經過恒溫區后已呈完全塑化狀態,該區內熱已不存在,為建立熔體壓力需要設置加熱片補充外熱。產品試制發現,適合硬質PVC結皮發泡板材生產的各區溫度:擠出機一區(155±5)℃、二區(165±5)℃、三區(170±5)℃,四區(180±5)℃;過渡體(170±5)℃;口模(175±5);模唇(175±5)℃;冷卻定型裝置一區恒溫控制,二三四區冷卻控制,模具各區冷卻溫度控制在5~40℃。

2)擠出速度及滯留時間。生產實踐表明,螺桿轉速與板材的擠出產量成正比,與板材的密度成反比。螺桿轉速越高,擠出速度快,熔體溫升過快增加工藝控制的困難,但發泡程度均勻,制品表面質量好;相反,螺桿轉速過低,擠出速度慢時,會使熔體塑化不良降低生產效率,同時靠近模唇口發泡使板材表層粗糙。另外板材質量還受到物料在擠出機筒和口模內滯留時間的影響,滯留時間太短,發泡劑分解不夠,板材密度過大;滯留時間太長,容易發泡過度板材力學性能降低。螺桿轉速應根據結皮發泡的不同工藝方法而定,需要綜合考慮設備的使用要求和板材的冷卻鋸切時間,螺桿轉速和擠出速度根據板材厚度設置不同,一般不超過4 m/min。本生產線的20 mm板材擠出速度為0.65~0.7 m/min。
3)擠出壓力。板材發泡成敗的關鍵在于擠出壓力控制是否合適。螺桿轉速、熔體溫度及口模內流道的長短和壓縮比對擠出壓力都有很大影響。螺桿轉速增加使熔體擠出壓力升高,可以減小泡孔直徑增加氣泡數量,有利于發泡過程。另外物料塑化良好時,口模壓力和電流都比較穩定;而物料塑化不良時,口模壓力波動提高,電機電流增大且不穩。在實際生產中,通常將主機電流和口模壓力的變化作為判斷擠出溫度控制是否適當的重要依據。

2.1機頭口模及冷卻定型模具結構
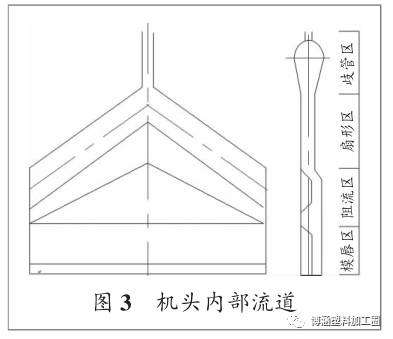
機頭口模的流道結構直接影響著制品的發泡倍率和擠出均勻性,進而影響制品的質量。本生產線生產寬幅硬質PVC結皮發泡板材,采用衣架式擠出機頭結構,機頭內部流道組成如圖3,由歧管區、扇形區、阻流區和模唇區組成,
熔體流入歧管后,被歧管均勻分配到整個扇形區內,保證料流在進入模唇區時的同向性,同時為控制口模中熔體的壓力,設置阻流區降低熔體壓力,保證料流速度的一致。流道各部分長短設計應滿足特定壓縮比要求,保證物料不會發泡過度。
?

? ? 上海精見新材料有限公司成立于2000年10月,是一家專注于PMMA(亞克力)板材及相關產品研發、生產、加工及銷售為一體的新材料科技企業。2008年公司注冊成立美の臣?亞克力品牌,經過多年的悉心經營,工廠實現了智能規模生產,打造出了綠色循環產業鏈,產品通過了IQNET、SGS等國際質量體系認證,與中東、北美和歐洲等的許多國家客戶建立了長期合作關系。
? ? 自動化的生產設備,智能化、規模化生產整套流水線采用達到醫藥純凈標準的全封閉形式運轉,恒溫作業;采用英國進口皮爾金頓(Pilkington) 玻璃模具,保證品質的穩定性。
提供制品加工的便利。我們為客戶準備了先進的亞克力加工設備,擁有一批出色的設計人員,可根據客戶圖紙或者樣品加工亞克力制品。
產品符合各類環保要求,檢測證書齊全。產品已通過SGS、《國家化學建筑材料測試中心》、《上海塑料研究所檢測中心》等權威機構檢測。
擁有豐富的塑膠行業配色經驗,可為客戶提供個性化配色服務。可根據客戶提供的樣品、PANTONG號等進行個性化配色,并提供配色后的樣品供客戶確認。
攻克行業技術難點,專業成就品牌。特定板材專供(如農行綠)、提供各類特殊工藝板材及配套產品。